wet bottom ash handling system
Wet Bottom Ash Handling System: Overview and Features
A wet bottom ash handling system is a specialized technology used in coal-fired power plants, waste-to-energy (EfW) plants, and other facilities where combustion processes generate bottom ash. The system uses water to transport, cool, and remove bottom ash from the combustion area and to a designated disposal or processing location.
This system is widely used due to its dust suppression capabilities, ash cooling, and efficient material handling in high-temperature environments.
Key Components of a Wet Bottom Ash Handling System
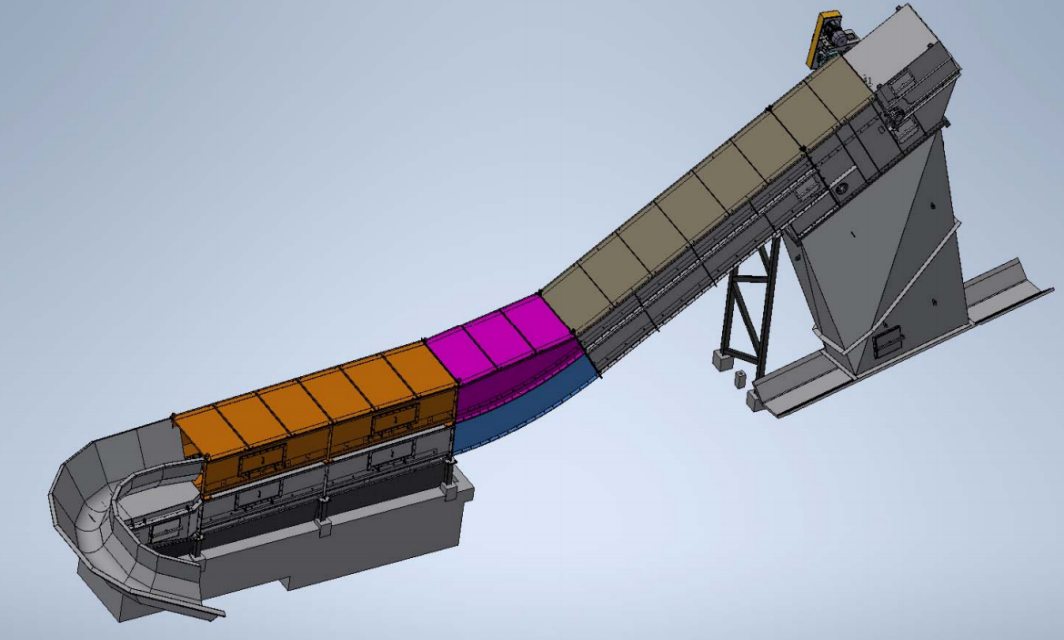
- Submerged Scraper Conveyor (SSC)
- Application: Submerged scraper conveyors are one of the most common systems for wet bottom ash handling. The bottom ash is transported through a water-filled trough where it is cooled and moved by scraper blades connected to a chain.
- Features:
- Water acts as a cooling agent for the hot bottom ash.
- The submerged environment minimizes dust emissions.
- Scrapers ensure continuous and efficient movement of ash.
- Water-filled Trough
- Application: The trough where the bottom ash is submerged in water to provide cooling and suppress dust. The water also helps carry the ash to the next processing point.
- Features:
- Dust suppression: Prevents the release of ash particles into the air.
- Ash cooling: Reduces the temperature of bottom ash before it is further processed or disposed of.
- Water Recirculation System
- Application: Water is recirculated through the system to minimize water consumption and maintain effective cooling. After passing through the ash handling system, the water is filtered and returned for reuse.
- Features:
- Reduces the need for fresh water intake.
- Ensures the continuous operation of the system without excessive water waste.
- Helps to maintain consistent water quality to keep the system running efficiently.
- Ash Pond or Silo
- Application: Once the bottom ash is cooled and transported, it may be discharged into an ash pond or a storage silo for further processing or disposal.
- Features:
- Provides a safe area to store ash temporarily.
- Some systems can handle dry ash conversion post-transport for disposal or recycling.
- Ash Disposal or Processing Units
- Application: In some plants, bottom ash is further processed, for example, converted into construction materials or used for recycling. The wet ash handling system helps ensure the efficient movement to these processing units.
- Features:
- Facilitates the recycling of bottom ash into useful byproducts, such as cement or concrete.
- Ensures regulatory compliance for safe disposal of bottom ash.
Advantages of a Wet Bottom Ash Handling System
- Effective Dust Control
- Wet systems are particularly effective in controlling dust, which is a common environmental concern in coal-fired plants and waste-to-energy facilities. The submerged water environment prevents the release of ash particles into the air.
- Ash Cooling
- After combustion, bottom ash can be extremely hot, making it difficult and dangerous to handle. The water-filled trough in wet systems cools down the bottom ash to a safer, manageable temperature, reducing the risk of fire hazards and preventing damage to handling equipment.
- Continuous Operation
- Wet bottom ash handling systems are designed to run continuously, ensuring the constant removal of bottom ash from the combustion chamber without the risk of accumulation. This keeps the plant running smoothly.
- Environmental Compliance
- By using water to suppress dust, the system helps power plants meet strict environmental regulations regarding airborne particulate emissions. Additionally, the system reduces the risk of ash exposure to workers and nearby communities.
- Low Maintenance
- Wet bottom ash systems, particularly submerged scraper conveyors, have relatively low wear and tear compared to other handling systems. The water helps to reduce friction and abrasiveness, prolonging the life of the equipment.
- Reduced Risk of Ash Blockage
- The water environment ensures smooth movement of bottom ash and reduces the likelihood of blockages or clogs that could disrupt operations.
- Energy Efficiency
- Wet ash handling systems often require less energy compared to dry ash handling systems, especially for high-temperature ashes, as the water serves as a cooling medium, reducing the need for additional energy input.
Challenges of Wet Bottom Ash Handling Systems
- Water Management
- The system requires a reliable and efficient water recirculation setup. Managing the water quality and quantity is essential to ensure that the system functions correctly and does not consume excessive resources.
- Solution: Proper filtration, regular water quality checks, and the implementation of water conservation techniques are important to avoid these challenges.
- Space Requirements
- Wet systems often require more space than dry ash handling systems due to the need for water tanks, troughs, and filtration equipment. This can be a challenge in plants with limited space.
- Solution: Optimize the layout of the system to make efficient use of available space.
- Water Treatment
- The water used in a wet bottom ash handling system can become contaminated with ash, which may require periodic treatment before it can be recirculated. This adds an extra layer of complexity and cost to the system.
- Solution: Install advanced filtration systems to minimize maintenance and ensure water quality.
- Initial Installation Cost
- Wet bottom ash handling systems generally require higher initial capital investment due to the complexity of the infrastructure (e.g., water pumps, troughs, filtration units).
- Solution: Consider the long-term operational and maintenance savings when evaluating the return on investment.
Applications of Wet Bottom Ash Handling Systems
- Coal-Fired Power Plants
- Wet bottom ash handling systems are commonly used in coal-fired plants, where they effectively remove and cool large volumes of bottom ash produced during the combustion of coal.
- Waste-to-Energy Plants
- In EfW plants, bottom ash produced from burning municipal solid waste or other waste materials is handled by wet systems, ensuring both effective cooling and dust suppression.
- Incineration Facilities
- Waste incinerators that deal with solid waste require effective bottom ash removal, and wet systems are well-suited to handle the byproducts of combustion.
- Cement and Concrete Production
- In some applications, the cooled and processed bottom ash can be used as a raw material for making cement or concrete, creating a sustainable recycling loop.
Conclusion
A wet bottom ash handling system provides an efficient, environmentally friendly solution for transporting, cooling, and processing bottom ash produced in power plants and waste-to-energy facilities. The system offers significant advantages in terms of dust control, ash cooling, continuous operation, and environmental compliance.
Despite some challenges, such as water management and space requirements, the long-term benefits make it a preferred option for many plants that deal with large volumes of bottom ash. If you’re looking to implement or optimize a wet bottom ash handling system, ensuring effective water treatment, efficient filtration, and space management will be key to success.
Let me know if you need more specific details or help with system design and integration!
wet bottom ash handling system
The Special Buried Scraper Conveyor for Soda Ash is specifically engineered to handle the unique characteristics of soda ash, particularly its tendency to clump and adhere. This series employs high-strength forged chains and is driven by a Y series motor paired with a ZSY type hard-tooth surface reducer. Designed for easy installation and maintenance, this conveyor offers reliable operation, long service life, and exceptional performance in overcoming soda ash’s material challenges. It is an ideal solution for the chemical industry, particularly for handling soda ash in both submerged and dry conveyor setups.
Product Characteristics
High-strength Forged Chain: Built to withstand the mechanical stress and abrasiveness of soda ash.
Efficient Drive System: The Y series motor with ZSY hard-tooth surface reducer ensures smooth and powerful performance.
Durability and Reliability: Long service life with minimal maintenance required.
Anti-clumping and Anti-adhesion: Effectively prevents clumping and adhesion of soda ash for consistent operation.
Customizable Design: Adaptable to different capacities and layouts, ensuring compatibility with your system requirements.
Submerged Scraper Conveyor: Capable of handling submerged soda ash processing.
Company Introduction
We are a leading manufacturer of specialized conveying systems, providing tailored solutions for industries such as wastewater treatment, power generation, and sludge recycling. Over the years, we have earned a reputation for delivering high-quality, reliable equipment that meets the unique needs of our clients worldwide.
Design Introduction
Our design team has specifically engineered the Scraper Conveyor to handle the unique challenges of dried sludge transportation. The scraper conveyor systems for sludge recycling are built with a robust structure that ensures efficient movement of sludge, even when it has poor mobility after dewatering. We can further customize the design to meet the specific layout and operational requirements of your facility.
Company Development History
Established in 2007, our company has grown from a small family-run business into a globally recognized provider of industrial conveying equipment. Over the years, we have expanded our portfolio and served a wide range of industries, gaining recognition for our commitment to quality and innovation.
Company Advantages
Expertise in Waste Conveyance: Decades of experience in designing systems specifically for sludge and waste transportation.
Custom Solutions: Tailored design and manufacturing to meet the unique needs of each client.
Global Reach: Supplying high-quality products to clients around the world.
Technological Innovation: Continuous investment in research and development ensures cutting-edge solutions.
Services
We offer comprehensive services to ensure the success of your project:
Custom Design and Engineering: Work closely with our team to develop a system that fits your specific needs.
Installation Assistance: Expert guidance for smooth installation and setup.
Maintenance Support: Post-installation services and spare parts availability.
24/7 Customer Support: Dedicated support for any technical or operational queries.
Bootec’s industrial drag chain conveyors are engineered to suit a wide range of purposes. They are individually designed to suit our customer’s specific needs for equipment that operates reliably in demanding environments. We strive to always apply best practices to find solutions for your conveying requirements.
BG Series Scraper Conveyor Overview
1.BG series scraper conveyor is a continuous conveying mechanical equipment for conveying powdery and small granular dry materials, which can be arranged horizontally or inclined at a small angle.
2.The equipment has the advantages of simple structure, stable and reliable operation, long conveying distance, good sealing performance, low wear and low noise.
3.Its process layout is flexible, and it can add and unload materials at multiple points and realize quantitative conveying.
4.Because the shell is a fully enclosed structure, it has outstanding advantages in improving the operating conditions of workers and preventing environmental pollution when dealing with toxic, flying, explosive and high-temperature materials.
BG Series Scraper Conveyor Structural Features and Working Principle
1.BG series scraper conveyor is composed of head part, middle trough body, tail part, scraper conveyor chain, driving device and installation bolster beam.
2.Fully enclosed casing, no material leakage when the equipment is running; the conveying chain is made of high-quality alloy die forgings after heat treatment, which is strong and wear-resistant; the inlet and outlet of the equipment and the conveying length can be flexibly designed and arranged according to the process requirements.
3.The material enters the bottom of the tank evenly through the feeding port of the equipment, and is continuously and evenly transported from the feeding port to the discharge port by the load-bearing scraper conveyor chain that runs continuously from the tail to the machine head. It can realize multi-point feeding and multi-point unloading.
4.The tail of the machine is equipped with a screw adjustment device to adjust the tightness of the conveyor chain to ensure that it is always in a moderately tensioned state during operation, so that the equipment is in a stable operating state.
5.BG series scraper conveyors are suitable for conveying powdery and small granular dry materials with small abrasiveness and small accumulation specific gravity, such as steelmaking dust and dust from bag filter.
6.The BG series scraper conveyor produced by our company can be selected when conveying powdery, small particle and small block dry materials with high abrasiveness and high bulk density.
Application
1.BG series scraper conveyors are suitable for conveying powdery and small granular dry materials with small abrasiveness and small accumulation specific gravity, such as steelmaking dust and dust from bag filter.
2.BG series scraper conveyors are currently widely used in widely used in steel, metallurgy, waste incineration ,electric power, chemical industry, mining, building materials and other industries. Fly ash conveying of dust removal and ash conveying system.
Technical Parameter
|
Model |
BG250 |
|
Chute Width (mm) |
250 |
|
Chute Depth(mm) |
400 |
|
Capacity (m3/h) |
5m3/h 10m3/h |
|
Scraper size(mm) |
L150 * W220 * H40 |
|
Chain Pitch(mm) |
(P1/P2) P=142mm/200mm |
|
Chain Speed (m/s) |
0.065 0.1 |
|
Transport material thickness (mm) |
100 |
|
Conveyor Length (m) |
≤25 |
|
Installation Angle (degree) |
≤15° |
|
Motor Power Kw |
4 |
|
Drive Installation Type |
Back Mounted (Left/Right) |
|
Transmission Type |
Chain Drive |
|
Ideal Granularity (mm) |
<5 |
|
Maximum Humidity (%) |
≤5% |
|
Maximum Temperature(˚C) |
≤150˚C |
| Capacity (m3/h) | Conveyor Length (m) | Chain Speed (m/s) | Motor Power Kw |
|
5 |
4.82< L ≤25 |
0.065 |
4 |
|
10 |
4.82< L≤25 |
0.1 |
4 |
The really abundant projects management experiences and 1 to just one provider model make the high importance of business enterprise communication and our easy understanding of your expectations for Drag Chain Scraper Conveyor Collecting Conveyor, We generally keep on with the principle of “Integrity, Efficiency, Innovation and Win-Win business”. Welcome to visit our website and do not hesitate to communicate with us. Are you completely ready? ? ? Let us go!!!
Wholesale Price China Conveyor and Drag Conveyor, As the world economic integration bringing challenges and opportunities to the xxx industry, our company , by carrying on our teamwork, quality first, innovation and mutual benefit, are confident enough to offer our clients sincerely with qualified products, competitive price and great service, and to build a brighter future under the spirit of higher, faster, stronger with our friends together by carrying on our discipline.




|
Model |
BG500S |
|
Chute Width (mm) |
500 |
|
Chute Depth(mm) |
500 |
|
Capacity (m3/h) |
30m3/h |
|
Chain Speed (m/s) |
0.12 |
|
Chain Pitch(mm) |
(P1/P2) P=142mm/200mm |
|
Conveyor Length (m) |
5.9<L≤40 |
|
Scraper size(mm) |
142×470×50mm |
|
Transport Material Thickness (mm) |
150mm |
|
Installation Angle (degree) |
≤15° |
|
Motor Power Kw |
7.5 |
|
Drive Installation Type |
Back Mounted (Left/Right) |
|
Transmission Type |
Chain Drive |
|
Ideal Granularity (mm) |
<10 |
|
Maximum Humidity (%) |
≤5% |
|
Maximum Temperature(˚C) |
≤150˚C |
|
Model |
BG640S |
|
Chute Width (mm) |
640 |
|
Chute Depth(mm) |
500 |
|
Capacity (m3/h) |
50m3/h |
|
Chain Speed (m/s) |
0.12 |
|
Chain Pitch(mm) |
(P1/P2) P=142mm/200mm |
|
Conveyor Length (m) |
3.39<L≤30 30≤x≤40 |
|
Scraper size(mm) |
142×600×50mm |
|
Transport Material Thickness (mm) |
200mm |
|
Installation Angle (degree) |
≤15° |
|
Motor Power Kw |
7.5 |
|
Drive Installation Type |
Back Mounted (Left/Right) |
|
Transmission Type |
Chain Drive |
|
Ideal Granularity (mm) |
<10 |
|
Maximum Humidity (%) |
≤5% |
|
Maximum Temperature(˚C) |
≤150˚C |